
Last month I discussed managing moisture sensor deployment in your company.
Sensors are pre-calibrated at the factory, but it is necessary to calibrate the sensor
based on the material and measuring environment.
When performing the ongoing calibration process one of the fundamental tenets is to set expectations i.e., what is the acceptable error (+/-) of the fresh concrete slump from the design specification?
Aggregate moisture sensor calibration over time
Most commercially available moisture sensors for our industry, whether non-contact or direct contact with the material under measurement are precision devices. Each
employs sophisticated electronics and rugged mechanical construction that ensures
consistent performance and long life. Based on that a producer could expect that a
moisture sensor, systematically calibrated over the upper and lower operating limits of
the material moisture range when originally deployed, should never need recalibration!
Any need for recalibration will be driven by environmental changes that substantively
affect the operating parameters that were present when the moisture sensor was
originally calibrated.
The type of ‘environmental changes’ that affect the moisture sensor calibration are
familiar and, in most cases, controllable:
1) For direct contact type sensors, a change in the geometry (deflection angle)
between the sensor surface and the material flow direction/variable density or
inconsistent flow rate. (1)
2) Substantive change in the granularity of the material.
3) Change in the material i.e., fine aggregate to coarse aggregate.
4) Seasonal shifts in the typical high and low range of moisture experienced.
The next section will explain how each of these can impact aggregate moisture sensor calibration.
Environmental changes that affect calibration
1) Direct contact moisture sensors measure the amount of water present as the material passes over the surface of the sensor. Water that is closest to the surface of the sensor will have the greatest impact on the measurement. As the distance between the water molecules in the material and the sensor surface increases, the less effect those molecules will have on the measurement due to the Inverse Square Law.
Note the sensor techniques that detect the water molecules do not measure the material density, simply the amount of water present within a relatively constant volume. Increased density of the material against the sensor surface will compact more water molecules within that volume near the sensor face and increase the sensor output signal.
Conversely, decreasing the density of material the water molecules will become less
numerous in that same volume, reducing the sensor output. The aggregate moisture
sensor cannot tell the difference between increased water molecules whether it is due
to higher moisture or varying material compaction. This is why sensor manufacturers
make suggestions as to the best sensor position to minimize variation of material
density and why consistent flow rates are so important. Direct contact type moisture
sensors cannot perform their task if the bins are allowed to run empty or flow rates are widely variable.
2) As just explained, changes in density and size of a material have an impact on the
aggregate moisture sensor calibration. Intuitively we know a fine aggregate can retain
more water within a given volume than a coarse aggregate. This same thinking applies
to material gradation. If the gradation of a material varies over time (poor quality
control) this can affect the sensor response. This effect should be much less than
explained in the previous paragraph but could be a consideration when deciding on the frequency of moisture sensor calibration.
3) Based on the discussion of Points 1 and 2, it becomes clear why any change of
material requires a moisture sensor recalibration.
4) Seasonal shifts in the range of moistures experienced is by far the most common
trigger for moisture sensor recalibration. A moisture sensor that worked well in the late
spring and summer often does not seem to maintain performance. This environmental
change is discussed next.
When to recalibrate moisture sensors
The best indicator for aggregate moisture sensor recalibration is when the produced
slumps increase in deviation and frequency from the expected value. Naturally, this is
very hard to do…operators are busy, everybody has their own opinion of what a 4-inch (100mm) slump is, and most production supervisors or quality control people don’t have the ability to monitor 24/7.
In the last communication I mentioned the importance of using calibration software to
aid in aggregate moisture sensor calibration. This is the only way to ensure repeatable
sensor performance season after season.
If the long-term, systematic calibration software method is not possible, there are
techniques to ‘tweak’ the sensors to get the best average moisture(s) possible by
performing a moisture sensor calibration on a seasonal basis. Any moisture sensor with published factory calibration can do a decent job with minimal calibration and measure moisture accurately enough if the moisture values stay within a reasonably limited range.
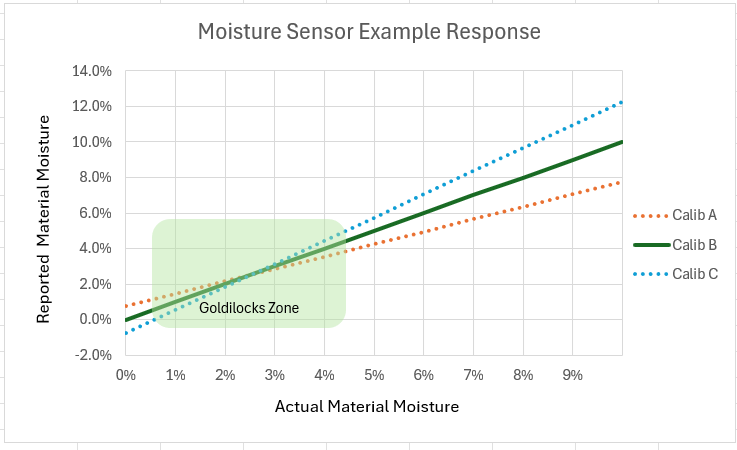
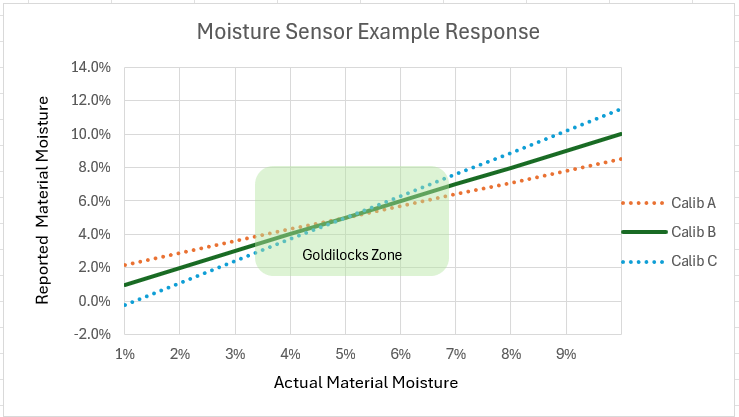
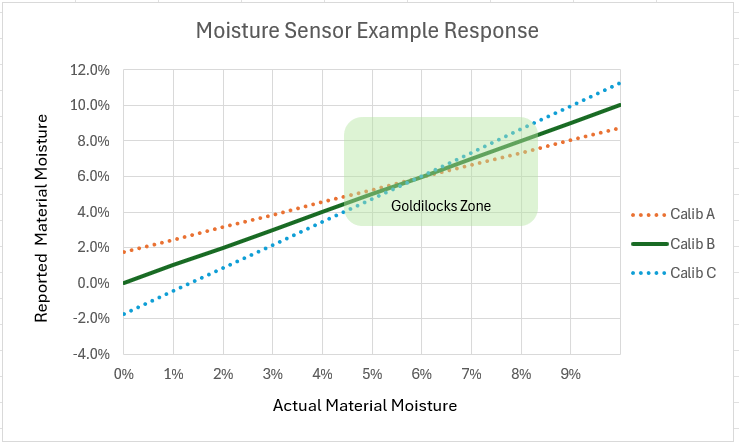
I refer to this as adjusting the ‘Goldilocks’ zone based on the expected range of
moistures for a given time of year. If the moisture stays in a range of 2-4% give-or-take the producer should achieve decent consistency of produced slumps based on defined expectations mentioned earlier.
If the average daily moisture over time, as confirmed by burn off, changes by two (2)
percent or more it is a good time to adjust the Goldilocks zone.
Final considerations
Fine aggregates and coarse aggregates up to ¾” (20 mm) are straightforward to
calibrate. Larger aggregates become more difficult due to the voids in the flowing
material and the percentage of fines. When there is a fair quantity of fines in the coarse aggregate, and these fines vary from bone dry to very wet this can make the calibration difficult. I believe this is because when the fines become saturated, they form a paste which holds a lot of water next to the particle surface impacts the aggregate moisture sensor calibration. Watering the material piles is a good technique to avoid this issue.
I am still investigating this and will provide an update soon.
Up Next: The batch cycle and all that needs to be measured for consistent performance. Stay tuned in September!
(1) Non-contact sensors should be given a consistent operating environment as well for best performance,
but material density variations are likely less impactful.
Subscribe to MARCOTTE's newsletter by completing the form below to receive Randy's next blog post directly in your inbox next month.